PROCESSING OF MIXED-WASTE COMPRESSED-GAS
CYLINDERS ON THE OAK RIDGE RESERVATION
M. I. Morris, T. B. Conley and I. W. Osborne-Lee
Oak Ridge National Laboratory
Oak Ridge, Tennessee
ABSTRACT
To comply with restrictions on the storage of old compressed-gas cylinders, the environmental management organization of Lockheed Martin Energy Systems must dispose of several thousand kilograms of compressed gases stored on the Oak Ridge Reservation (ORR) because the cylinders cannot be taken off-site for disposal in their current configuration. In the ORR Site Treatment
Plan,1 a milestone is cited that requires repackaging and shipment off-site of 21 cylinders by September 30, 1997. A project was undertaken to first evaluate and then either recontainerize or neutralize these cylinders using a transportable compressed-gas recontainerization skid (TCGRS), which was developed by Integrated Environmental Services of Atlanta. The transportable system can:
The old cylinders and cylinder fragments were disposed of and the gases neutralized or transferred to new cylinders for transportation off-site for disposal. The entire operation to process the 21 cylinders took place in only 5 d once the system was approved for operation. The system performed as expected and can now be used to process the potentially thousands of more cylinders located across the U.S. Department of Energy (DOE) complex that have not yet been declared surplus.
The project used a self-assessment system to ensure that the TCGRS was ready for safe startup and operation and to coordinate the extensive environmental, safety, and health documentation necessary to satisfy stringent DOE and Tennessee Department of Environment and Conservation requirements. In this paper, the many aspects of implementing this project, including hurdles encountered and the lessons learned in overcoming them, will be discussed.
INTRODUCTION
Until recently, several thousand kilograms of compressed gases were stored at the Oak Ridge Reservation (ORR), in Oak Ridge, Tennessee, because these cylinders could not be taken off-site in their state of configuration for disposal. Restrictions on the storage of old compressed-gas cylinders compelled the waste management organization of Lockheed Martin Energy Systems (LMES) to dispose of these materials. Furthermore, a milestone in the ORR Site Treatment Plan1 required repackaging and shipment off-site of 21 cylinders by September 30, 1997. A project, coordinated by the Chemical Technology Division (CTD) at the Oak Ridge National Laboratory (ORNL), was undertaken to evaluate and recontainerize or neutralize these cylinders, which are mixed waste, to meet that milestone.
Disposition of mixed waste is particularly problematic because two sets of regulations apply to its management-those for hazardous waste and those for radioactive waste. Under federal and state land disposal restrictions, land disposal of gas cylinders that constitute mixed waste is not an option. The most effective approach to dealing with this problem is to separate the hazardous component of the waste from the radioactive component. The results would be (a) one waste that can be disposed according to EPA rules and (b) another waste that can be disposed according to NRC rules. For this project, it was decided that the contents of the mixed-waste cylinders must be repackaged to eliminate the radiological component of the waste so that the cylinders could then be neutralized at the facility or disposed of off-site as hazardous waste. This was the most feasible route, since the mixed waste in question consisted of a hazardous material contained on a cylinder which had become contaminated with radioactive material at some point during its life. Because the radiological component was considered to be confined to the exterior of the cylinder, the contents (once removed from the cylinder) could be handled as hazardous waste, and the cylinder could be handled as low-level waste (LLW).
This project to process 21 cylinders was important because of its potential impact. The successful completion of the project provides a newly demonstrated technology which can now be used to process the thousands of additional cylinders in inventory across the DOE complex. In this paper, many of the various aspects of implementing this project, including hurdles encountered and the lessons learned in overcoming them, are reported.
TRANSPORTABLE COMPRESSED-GAS RECONTAINERIZATION
SKID (TCGRS)
The equipment to process the cylinders was donated by the Mixed Waste Focus Area (MWFA), a program management function of DOE charged with providing acceptable technologies to implement mixed-waste treatment systems across the DOE complex. Under FFCA, DOE is committed to develop plans and deploy facilities to treat its mixed wastes. The equipment (TCGRS) to breach the cylinders was originally designed and built by Integrated Environmental Services (IES) of Atlanta. IES was selected as the contractor for this demonstration project and was contracted to set up, operate, decontaminate, and package the TCGRS equipment for storage. IES also agreed to provide an environmental enclosure for the equipment, a mobile laboratory for the necessary analyses, and the following auxiliary equipment:
The TCGRS is a transportable system which can perform the following functions:
Once processed by the TCGRS, old cylinders and cylinder fragments are disposed of as LLW. The gas cylinder contents are either neutralized or repackaged, now considered as Resource Conservation and Recovery Act (RCRA) waste, and shipped off-site for treatment and disposal.
The TCGRS was moved by truck from Atlanta, Georgia, to the East Tennessee Technology Park (ETTP), one of three DOE sites at the ORR, and set up in a demonstration area. Utilities were supplied to the project site, and a test run of the system was conducted in August 1997. Full operation began and was completed in August 1997 over a period of 5 d.
CYLINDER TYPES AND CONTENTS
Several thousand kilograms of compressed gases were stored on the ORR because of suspected radioactive contamination of the cylinders' outer surfaces, container configurations that did not meet U.S. Department of Transportation (DOT) standards for transportation off-site, insufficient information to characterize the contents of containers, or a lack of treatment options for the contents.
Originally consisting of about 70 cylinders that were not declared fit for recycle to stores, this inventory of surplus gas cylinders was surveyed for radiation and reduced to 21 mixed-waste, compressed-gas cylinders that required repackaging or neutralization to comply with the site treatment plan. The cylinders to be processed consisted of 19 lecture bottles (12 by 2 in. diam.), a 150-lb container (60 by 10 in. diam.), and a "pig" (14 in. diam.) constructed in-house. Of the 21 cylinders processed, 20 were mixed waste, and one was LLW. Based on the information available from the requests for disposal (RFDs), the cylinders were believed to contain various materials, including freon, SbF5, ClF3, ClF, HF, NO2, F2, Cl2, and air (see RFD Description, Table I). For some cylinders the contents were unknown, but suspected to be Cl2. Analysis of cylinder contents proved to be an essential step, revealing compounds different from expectations for 12 of the 20 cylinders analyzed (see Analysis Results, Table I).
Table I. Cylinder Disposition Log for the TCGRS Demonstration
a
This cylinder was first thought to contain a gas but was found to hold a liquid. As a liquid in its original container, no radiological contamination was suspected and the item could be shipped without further preparation.Beyond the inventory of cylinders disposed of in the course of this project, a backlog of cylinders of compressed gas exists at the ORR which have not yet officially been declared as surplus. These undeclared cylinders will likely require disposition as soon as funding is provided to apply a proven technology.
LOGIC FOR CYLINDER PROCESSING
The entire operation to process the 21 cylinders was completed in 5 d once the system was approved for operation. The system worked well and should now prove useful for processing the potentially thousands of additional cylinders not yet declared as surplus. The cylinders processed during this demonstration project fell into two general categories, based on whether or not there was an operable valve which required notably different approaches for processing. The logic used in processing the cylinders is depicted graphically in Fig. 1.
Figure 1. Logic for Processing Gas Cylinders with the TCGRS
For cylinders with operable valves, it was possible to sample and analyze their contents to either identify (previously unknown) or verify (previously known) their contents. In cases where neutralization was suitable, the contents of the cylinder were treated to accomplish this goal. In those for which neutralization was not a viable option, the cylinder's contents were transferred to a new cylinder by using nitrogen, a compressor system, and a simple manifold.
Cylinders with inoperable valves were either penetrated or revalved. For cylinders known to contain liquefied gases, the containers could be revalved at temperatures low enough such as to freeze the contents. For cylinders with contents that were either unsuitable for freezing (e.g., compressed gases) or unknown, it was necessary to cut the cylinder and analyze its contents. At this point, the contents were neutralized, if feasible, or else recontainerized.
SELF-ASSESSMENT
Although the actual processing of cylinders spanned only a few days, our preparing the way for the project required months of work. The project had to comply with an extensive list of federal, state, and site-based regulations and standards. Dozens of agencies and site organizations were required to sign off on the plans before operation could begin. Managers of the project used a self-assessment process (a) to ensure that the TCGRS was ready for safe startup and operation and (b) to coordinate the environmental, safety, and health documentation necessary to satisfy stringent DOE, Tennessee Department of Environment and Conservation (TDEC), and company requirements. The self-assessment process is built upon a readiness self-assessment checklist that tracks numerous aspects of the acquisition and operation of the TCGRS on site. The 6-page checklist breaks the process down into dozens of discrete tasks, from the inception of the contract with the vendor to the shutdown and storage of the system. The checklist also supplies start and finish dates, durations, prerequisite tasks, and a status indicator for each task.
The self-assessment checklist seeks to address every issue associated with the process from the perspective of all regulations and procedures that might apply [e.g., Occupational Safety and Health Administration (OSHA), Clean Water and Clean Air acts, National Environmental Policy Act (NEPA), RCRA, site health and safety (H&S) procedures, TDEC regulations, and applicable DOE standards and procedures].
There were two levels of compliance to the self-assessment process: site-level and division-level. Site-level compliance encompassed the following elements:
Division-level compliance encompassed the following elements:
As an example of the depth and scope of each element evaluated, the training element of the self-assessment is further explored in Table II. This example provides the requirements for division-level compliance.
Table II. Training Requirements for Division-level Compliance
Those persons responsible for overseeing compliance with each of these regulations and standards were required to evaluate the project plans and preparations and the documentation relevant to their responsibilities. Some conducted on-site inspections or walk-downs to inspect equipment, records, and site preparation. If the inspectors were not satisfied with their findings, the project managers were notified of what must be done to obtain approval. Once satisfied, the inspectors signed off on their respective areas. The project could begin operation only after all the signatures were obtained showing that all issues were addressed satisfactorily.
HURDLES AND ISSUES
Disposition of these gas cylinders was challenging, primarily because of the hazards and uncertainties which tended to exacerbate the risks posed by those hazards. The H&S requirements, in combination with these risks, led to a number of hurdles which had to be overcome and issues which had to be resolved. Table III summarizes the hurdles and issues encountered in the course of this project. The checklist used for the self-assessment was the key instrument in identifying hurdles and issues.
Table III. Hurdles and Issues Faced in the Disposition of Gas Cylinders
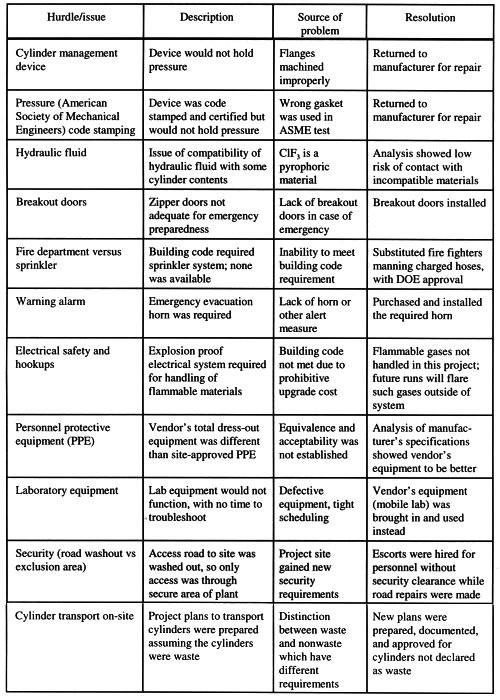
One very interesting event occurred during the course of this demonstration project, which emphasizes the effectiveness of the TCGRS unit and the importance of this capability. During a walk-through of one area where cylinders are stored, the plant manager noticed a faint scent, which he recognized as being characteristic of fluorine gas. Upon further investigation, a cylinder in the area was indeed found to be leaking. Using the TCGRS, this problem was confirmed and resolved on the very same day, and the cylinder and its contents were then properly dispatched.
SCHEDULE AND COSTS
Project Schedule
Schedule and cost for the project are summarized in Tables IV and V. The actual processing and disposition of the cylinders occurred over the course of only 5 d. Yet, the history of the project can be seen to extend over several years (Table IV). The project idea was first conceived in 1988 at a conference held at Los Alamos National Laboratory (LANL). A few years later (1992), MWFA and LANL initiated project activities in Albuquerque. In 1995, LMES began to get involved in Oak Ridge. Several months of preparation, coordinated by the Chemical Technology Division at ORNL, culminated in the processing operation spanning 5 d in which the 21 gas cylinders were examined, treated, and disposed.
Table IV. Project Schedule Elements
Table V. Project Costs
Project Costs
Costs for the project are summarized in Table V. Not surprisingly, equipment costs were the largest item, accounting for 57% of the overall project cost of $1.24 million. Vendor costs were much less, amounting to 15%. Project coordination and other support used up 28% of the overall project costs. Future gas-cylinder disposition campaigns may be expected to be much less expensive because of (a) the sophisticated equipment which already exists and (b) the benefit of the experience gained in this demonstration project.
CONCLUSIONS
The project to treat 21 cylinders was completed with great success. The self-assessment approach used was effective in ensuring a safe and an effective operation, environmental protection, and regulatory compliance. Although the assessment was very thorough in its scope and significant effort was required to address all the H&S issues, the checklist method was an effective tool for organizing and streamlining the self-assessment process. The cost to this stage of the technology development has been notable. For this project, the cost of over $1 million may seem expensive. However, incremental costs and schedules for processing additional cylinders are expected to be significantly reduced.
The way is now open for wider application of the TCGRS technology. Once the documentation has been revised to address additional cylinders, the equipment can be used to process the approximately 1,000 cylinders at the ORR as they become surplus. Beyond the ORR, there are many other DOE sites at which gas-cylinder disposition is a problem. At Oak Ridge, the solution to this problem now exists in the form of the TCGRS-the only proven, safe alternative for repackaging, recontainerization, or neutralization of cylinders.
REFERENCES
FOOTNOTES
The submitted manuscript has been authored by a contractor of the U.S. government under contract DE-AC05-96OR22464. Accordingly, the U.S. government retains a nonexclusive, royalty-free license to publish or reproduce the published form of this contribution, or allow others to do so, for U.S. government purposes.
Prepared by the Oak Ridge National Laboratory, Oak Ridge, Tennessee
Managed by Lockheed Martin Energy Research Corporation for the U. S. Department of Energy under contract DE-AC05-96OR22464