VOLUME REDUCTION AND THERMOPLASTIC
ENCAPSULATION OF CHERNOBYL CONTAMINATED
ASH FROM THE REPUBLIC OF BELARUS
P.D. Kalb, P.R. Lageraaen, L.W. Milian, J.W. Adams
Brookhaven National Laboratory
A.J. Grebenkov, V. Zabrodsky
Institute of Power Engineering Problems
ABSTRACT
The Chernobyl nuclear accident resulted in widespread radiological contamination in the former Soviet Republic of Belarus. About 20% of the forest area has been affected leaving a significant and lasting impact on the major source of residential heat and cooking fuel for many rural residents. No institutional controls are currently in place for the safe disposal of the resulting contaminated hearth ash currently generated at an estimated 20,000 tons/yr. Uncontrolled disposal of the ash can lead to increased radiologic exposures due to direct inhalation and ingestion and indirect pathways such as contaminated gardens and drinking water supplies. In a program sponsored by the U.S. Department of Energy (DOE), Brookhaven National Laboratory (BNL) is collaborating with the Institute of Power Engineering Problems (IPEP)/Academy of Science in Minsk to evaluate volume reduction and encapsulation of radioactive hearth ash.
INTRODUCTION
In the Republic of Belarus, five administrative regions (Oblasts) covering about 40,000 km2 and a population of 2.2 million people were contaminated as a result of the Chernobyl nuclear accident. Approximately 20,000 km2 have radioactivity levels in excess of 5 Ci/km2 and more than 3,000 small towns and villages are located within the contaminated zone. Forests growing in these regions constitute about 20% of the total forested area in Belarus. The extent of radioactive contamination in Belarus is shown on the map in Figure 1. Thus the Chernobyl accident has had significant and lasting impact on the major source of residential heat and cooking fuel for many rural residents, but no institutional controls are currently in place for the safe disposal of the resulting contaminated hearth ash. Uncontrolled disposal of up to an estimated 20,000 tons/yr of contaminated ash can lead to increased radiologic exposures due to direct inhalation and ingestion and indirect pathways such as contaminated gardens and drinking water supplies. More than 180,000 tons of ash with an activity up to 50 kBq/kg and higher have already been accumulated and dispersed since 1986.
Considering the extent of radiological contamination and the economic realities in Belarus, the government is currently exploring options to minimize potential health effects. One option includes harvesting of contaminated biomass to fuel small power stations and district heating plants. This alternative would accelerate the cleanup of the contaminated zone, provide much needed energy in rural areas, and limit radiologic exposure to the public.[1] A more modest interim solution described in this paper is the collection of contaminated hearth ash with centralized treatment. Recognizing that it is difficult to eliminate all domestic use of contaminated wood for heating and fuel, this approach reduces exposures due to handling ash and re-introduction of the contamination into the accessible environment. Either of these options results in significant volumes of contaminated ash requiring stabilization prior to eventual disposal.
Fig. 1. Map of Belarus indicating the location of the Chernobyl Nuclear Power Plant and the contaminated regions in southeastern Belarus. Black circles represent sampling locations for contaminated hearth ash used in this project.
In an effort sponsored by the U.S. Department of Energy's Initiatives for Proliferation Prevention (DOE IPP), BNL and IPEP are collaborating to investigate the feasibility of reducing the volume of radioactively contaminated ash and the use of thermoplastic encapsulation technologies to stabilize contaminated hearth ash in Belarus. IPEP evaluated the magnitude of the problem by assessing the activity levels and distribution of contaminated wood, provided ash characterization data, collected representative samples for shipment to BNL, explored volume reduction options, and investigated feasibility of implementing ash encapsulation technologies in Belarus. BNL conducted bench-scale feasibility and performance testing using two thermoplastic encapsulation technologies, sulfur polymer cement (SPC) and low-density polyethylene (LDPE) and conducted preliminary scale-up feasibility testing. Data on ash characterization and SPC treatment has been previously reported.[2] Efforts to reduce the volume of radioactively contaminated ash are the subject of a companion poster paper at the WM >98 Symposium. This paper focuses on feasibility of thermoplastic encapsulation for radioactive Belarus ash and LDPE encapsulation of ash.
RADIOACTIVE ASH COLLECTION
It is currently estimated that 19,170 km5of forest area in Belarus is contaminated (primarily with 137Cs) as a result of the Chernobyl accident. In spite of the extent of contamination, lack of energy resources in Belarus in general, increases the importance of wood as a local fuel, especially for rural residents. Wood is commonly used for both residential heating and cooking. Despite attempts to provide gas fuel deliveries to most rural households for cooking, almost all rural families still supplement with wood fuel. For example, the annual consumption of wood for cooking purposes is estimated at almost 1.5 tons per household. The burning of wood in hearth furnaces is a major source of domestic heating of rural houses during the heating season, i.e. from October till March. The annual consumption of such fuel for domestic heating is about 6.5 tons per household. Thus, the inhabitants of the most contaminated regions located in Gomel and Mogilev Provinces use approximately 550,000 ± 50,000 tons of wood annually for heating and cooking. Twenty-two settlements in these provinces were chosen for sampling of actual radioactive hearth ash: six relatively large rural settlements/towns with populations of more than 2,000 (Bragin, Kalinkovichy, Mosyr, Veprin, Krasnopolie, Vetka) and 16 small villages, each with about 200-500 inhabitants. The locations of the settlements chosen are shown in Fig. 1.
The Belarus government maintains a centralized wood collection and distribution system to minimize the burning of highly contaminated wood. In addition, Tentative Permissible Levels (TPL-91) establishing upper limits for radionuclide concentrations of wood have been set.[3] For example, the Tentative Permissible Levels for 137Cs concentrations for wood used in various fields of application is set at 0.74 kBq/kg. Recent surveys conducted by the Radiation Control Service of the Belarus Ministry of Forestry indicated that the maximum value of specific activity for heating wood samples was 0.44 kBq/kg, less than TPL-91 limits. However, radiological surveys also indicate that significant volumes of radioactively contaminated ash are being generated in households within the contaminated zone with activity levels that exceed the threshold defining Low Level Radioactive Waste (9.6 kBq/kg for 137Cs).[4] This is due to the concentration effects that result from the burning of contaminated wood and the use of un-monitored wood reserves to supplement centralized supplies. Samples of ash from residents' stoves indicate considerable concentration of radionuclides is occurring in the ash (by a factor of 40 - 70 times compared with specific activities of fuel wood used). 72% of the ash sampled is characterized as LLW with 137Cs levels ³ 9.6 kBq/kg, while 28% is characterized as Conventional Radioactive Waste (CRW), with 137Cs levels between 0.96 - 9.6 kBq/kg. No non-radioactive ash residuals was detected. Annual production of contaminated ash as a function of activity levels is given in Table I.
Table I. Annual Production of Contaminated Ash as a Function of Activity Levels
ASH CHARACTERIZATION
IPEP investigated acid washing techniques to remove contamination from the ash and thereby reduce the volume of ash for disposal. The ash was segregated into three classes of particles to evaluate the effects of particle size on acid washing efficiency. About three quarters of the ash was < 1mm but accounted for about 40 % of the Cs-137 activity. Elemental composition of the ash was detemined by digesting in acid followed by analysis using an inductively coupled plasma (ICP) spectrometer and by x-ray flourescence of the solid phase. Principle cations included Ca (16 wt%), Si (11 wt%), K (5 wt%), Ba (4 wt%) and Mg (2 wt%). Qualitative x-ray diffraction analysis of the ash with a particle size < 1 mm revealed calcite (CaCO3) was the dominant compound followed by vaterite (CaCO3) and calcium oxide (CaO). Radionuclide assay of similar ash conducted by IPEP is presented in Table II. Cs-137 was determined by direct radioassay of the samples. Radiochemical determination of Sr-90 was based on strontium precipitation from the leaching solution with ammonium carbonate, followed by radiometric measurement of daughter activity (Y-90). Radiochemical separation of Pu-239 and Pu-240 includes Pu(IV) sorption with vinyl-pyridine anion-exchange resin from 7.5 N HNO3 solution followed by Pu reducing elution and subsequent co-precipitation of Pu (III) with cerium. The a-activity of Pu target was measured by a-spectroscopy.
Table II. Specific Activity of Hearth Ash
ASH DECONTAMINATION BY ACID WASHING
Ash decontamination by acid washing was investigated for fractions < 1mm and > 1 mm. Twenty grams of the ash were leached in 200ml of each leachant and were agitated periodically for at least 24 hours, and up to 3 months for some samples. Undissolved ash residues were filtered through a paper filter and dried until constant weight at 100-150EC. The dried ash residue was then recounted and the ratio of activity in the ash residue to activity in the original ash (Ares/Ao) was used to evaluate the efficacy of radionuclide extraction from the ash. The lower the ratio, the more effective the decontamination. Detailed data are presented in [5] and the results are briefly summarized here.
Several leaching solutions were investigated including distilled water (baseline), and several acids (KCl, HNO3, H2SO4, HCl, and HF) at strengths ranging from 0.1 - 6 mols/l. Other variables including leach time (24 hrs - 3 months) and temperature (ambient vs. boiling). In general, KCl and HNO3 at strengths up to 2 mol/l, did not prove any more effective than distilled water. Less than half of the Cs-137 activity was removed. For HNO3, H2SO4, HClO4,and HCl at 4 mol/l the removal efficiency improved and Ares/Ao for Cs-137 ranged between 0.16 - 0.3. HF at 4 mol/l proved ineffective. Increasing the HNO3 leaching time up to 3 months had very little impact on contaminant removal. Sr-90 was not effectively removed at acid concentrations £ 1 mol/l (Cs-137 leaching was higher), but leaching dramatically improved at acid concentrations ³ 1 mol/ (for HNO3, at concentrations ³ 1 mol/, Sr-90 removal was more complete than Cs-137). While the stronger acid solutions were effective in removing much of the radioactivity from the ash, none were able to completely remove contaminants so that the ash could be disposed as a non-radioactive material. Additional work is needed to determine the cost-effectiveness of ash decontamination by comparing the advantages of ash volume reduction with the additional requirements and costs associated with processing, treating and disposing of secondary waste residuals.
BENCH-SCALE POLYETHYLENE ENCAPSULATION
OF ASH SURROGATES
Organic polymers are generally inert and durable, permit high waste loadings compared with conventional cementitious encapsulation, and provide excellent waste form characteristics such as low leachability and good compressive and tensile strength. In addition, recycled plastics gathered from industrial and post-consumer sources may be used to partially replace virgin resins as feedstocks for this process. In this manner waste products can be used to effectively treat more hazardous waste streams, potentially improve process economics, reduce the use of valuable petroleum resources and lessen the municipal waste burden by providing a valuable new market for non-biodegradable plastics.
Several processes for the encapsulation of various forms of radioactive, hazardous, and mixed wastes in low-density polyethylene have been developed at BNL. Initial development work focused on the use of conventional extrusion techniques to mix waste together with the plastic and using external thermal energy, heat the material to form a homogeneous molten mixture. Recently, an alternative method for processing wastes with plastic has been developed. This technique uses a kinetic mixer which provides rapid rotational high shear mixing to impart kinetic energy to the mixture to both mix the constituents and melt the plastic. Advantages of kinetic mixing include the ability to process wastes containing > 2 wt% moisture as well as particles < 50 m m in size. Kinetic mixers have been used to process heterogeneous recycled plastics that cannot be processed by extrusion alone, opening the possibility for using this plentiful and inexpensive resource for waste treatment applications.
The feasibility of encapsulating Belarus ash in low-density polyethylene by means of kinetic mixing was examined. A non-radioactive ash surrogate representative of biomass conversion residuals was used for this investigation. BNL has a pilot-scale kinetic mixer installed shown in Figures 2 and 3, but process testing for this investigation was conducted at the LEX Technologies, Brampton, Ontario industrial test facility provided by EcoLEX, Inc., under contract to BNL. Feasibility was established and laboratory test specimens produced using a bench-scale (rated at approximately 45 kg/hr) kinetic mixing system. It has a 1.0 liter batch mixing chamber, a helical screw feed section, a rotating shaft with 4 mixing paddles, water cooled bearings, and a pneumatically controlled inlet slide gate and discharge door. The shaft, powered by a 50 HP electric motor, rotates at a constant high RPM resulting in a paddle tip speed of approximately 40 m/sec. Operation is controlled by a programmable logic controller (PLC), enabling the operator to coordinate feeding, charging, mixing and discharging of the materials. Charge and discharge functions can be automated based on motor load sensing (ammeter), a temperature probe signal, or pre-determined time intervals. Alternatively, these functions can be manually controlled by the operator. In addition, several runs were conducted using a production-scale (rated at 1800 kg/hr) kinetic mixer system with a 40 liter batch mixing chamber powered by a 350 HP motor.
Fig. 2. Schematic of kinetic mixer.
Process feasibility was determined by processing mixtures of virgin linear low density polyethylene resin (melt index of 12 g/10 min) with the biomass conversion ash surrogate at ratios of 50 wt% ash and 70 wt% ash using the bench-scale kinetic mixer. A total of 400 g of the polymer and ash were homogeneously pre-mixed and fed to the processor in batch fashion. Because kinetic mixing is a batch system unlike extrusion processing, segregation of constituents due to density differences prior to processing is not critical. The robust mixing action of the system easily compensates for segregation that may occur in feeding. A dozen cylindrical test specimens and six cubical test specimens measuring 5 cm dia. x 10 cm ht. and 5 cm. x 5 cm., respectively, were fabricated at each waste loading. Discharge was manually controlled by the operator and was based on observation of the peak motor load, which occurs when the plastic reaches its melting temperature and "fluxes." Cycle times and peak amperage were recorded for each run. At 50 wt% ash loading, cycle times ranged from 22.1 - 35.3 sec. and averaged 28.6 sec. Peak motor amperage ranged between 53 and 61 amps and averaged 56.8 amps. For the process runs containing 70 wt% ash, cycle times ranged from 30.4 - 35.9 sec. and averaged 32.8 sec, while peak motor load ranged between 38 - 45 amps and averaged 41.7 amps. In some cases, moisture contained in the ash caused the material to stick in the feed section of the mixer, requiring mechanical agitation to complete the feeding, leading to slightly increased cycle times. The molten discharged product which appeared well mixed and homogeneous was then placed in cylindrical or cubical brass sample molds and held under hydraulic ram pressure for several minutes to remove potential voids from the mixture. Higher waste loadings were not attempted during this limited-scope feasibility test, but considering the ease of processing 50 and 70 wt% ash loadings, higher maximum loadings are anticipated.
POLYETHYLENE SCALE-UP FEASIBILITY
Following successful bench-scale testing, several batches of ash were processed using a production-scale (40 liter) kinetic mixer. These batches were produced using a blend of 75% recycled high-density polyethylene (HDPE) beverage bottle storage containers and 25% recycled low-density polyethylene densified bags ground into a flake and obtained from an industrial source. Because of the higher melt index of the recycle HDPE (not provided or measured), a more conservative waste loading (i.e., 25 wt%) was attempted. On discharge from the mixer, the molten ash-polymer mixture was placed in a large steel compression molding press designed to produce plastic stacking pallets to replace conventional wooden pallets for material handling and storage applications. Two pallets were fabricated measuring 122 x 102 cm x 12.5 cm and weighing approximately 17 kg. A photo of one of the pallets produced is shown in Figure 4. These preliminary runs using the production-scale mixer established the initial feasibility of the process, confirmed the successful use of recycled polymer resins, and demonstrated the potential for the production of useful by-products that may result from application of this technology.
Fig. 3. Photograph of kinetic mixer installed at BNL.
Fig. 4. Plastic pallet produced with production-scale kinetic mixer containing 25 wt% wood ash and 75% recycled plastic.
POLYETHYLENE WASTE FORM MECHANICAL INTEGRITY
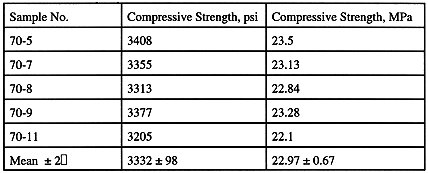
Compressive strength testing was performed in order to quantify the mechanical integrity of the ash/polyethylene composite. Compression testing is a good indicator of mechanical integrity and is commonly used to evaluate waste form products. In addition, mechanical integrity is an important parameter for assessing the quality of potential by-products. Testing was conducted on right cylindrical specimens with nominal 5.1 cm (2 in) by 10.2 cm (4 in) dimensions in accordance with ASTM D695, "Standard Test Method for Compressive properties of Rigid Plastics" using an Instron 5582 Materials Tester.[6] Each sample was compressed uniaxially at a constant loading rate of 1.0 " 0.5 mm/min until sample failure by either plastic deformation or ductile fracture. The results obtained included a plot of stress versus strain, percent deformation and maximum compressive strength. Compressive strength data are summarized in Tables III and IV. Average compressive strength for encapsulated ash specimens was 25.87 ± 4.05 MPa (3751 ± 589 psi) and 22.97 ± 0.67 MPa (3332 ± 98psi) for 50 and 70 wt% ash samples, respectively. In the U.S., the Nuclear Regulatory Commission (NRC) recommends a minimum strength of 4.14 MPa (60 psi) for all waste forms other that hydraulic cement grout (minimum strength 35 MPa or 500 psi).
Table III. Compressive Strength of 50 wt% Incinerator Ash Encapsulated
in Low-Density Polyethylene
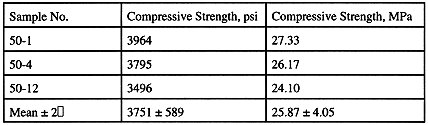
Table IV. Compressive Strength of 70 wt% Incinerator Ash Encapsulated
in Low-Density Polyethylene
SULFUR POLYMER ENCAPSULATION
Sulfur polymer cement (SPC) is an inorganic thermoplastic material developed by the U.S. Bureau of Mines as a means of utilizing by-product or waste sulfur for construction applications.[7,8] The production of this surplus sulfur results primarily from secondary sources such as the refining of high-sulfur crude oil and the removal of SO2 stack gases. Sulfur polymer cement is produced by reacting elemental sulfur with equal amounts of dicyclopentadiene and oligomers of cyclopentadiene (formulation contains a total of 5 wt% modifiers).
Application of SPC for encapsulation or radioactive, hazardous, and mixed wastes was initially developed at BNL, [9-12] but subsequent interest has been shown both domestically [13,14] and internationally.[15,16] Like polyethylene SPC does not require a chemical reaction to solidify and waste-binder interactions are minimized. In addition, the relatively low melting temperature (119°C) and low melt viscosity facilitate simple and economical processing. To date, sulfur polymer encapsulation has been demonstrated to be effective for treatment of incinerator fly ash and hearth ash, aqueous concentrates such as sulfates and borates, sludges, and soils.
SPC BENCH-SCALE DEVELOPMENT
BNL conducted a bench-scale investigation for the encapsulation of contaminated Belarus hearth ash using sulfur polymer cement. The contaminated hearth ash/SPC was batch mixed (500g or 1500g) in a one liter stainless steel vessel at processing temperatures between 125-135EC. Formulations were successfully prepared containing 40 and 50 wt% hearth ash. Compressive strength results for the 40 and 50 wt% contaminated Belarus hearth ash/SPC waste forms were 44.3 ± 20.5 MPa and 33.9 ± 13.4 MPa respectively. Details of this work are found in Ref. 2.
SPC SCALE-UP FEASIBILITY
A scale-up feasibility test for the encapsulation of contaminated hearth ash in SPC was conducted in conjunction with Scientific Ecology Group, Oak Ridge, TN (currently GTS Duratek). Four 35 gal. drums of contaminated hearth ash were shipped from BNL to SEG prior to the demonstration date (ash originally shipped from the Republic of Belarus to BNL by IPEP). The total hearth ash mass of 717 lbs (325 kg) was mixed at a waste loading of 39 wt% with SPC in SEG's steam heated (35 psi), 350 gal. (1325 L) mixing vessel. Mixer design includes a high shear mixer blade and a wiper blade to remove material from the vessel wall and return it to the mix. The production-scale equipment used at SEG occasionally developed minor problems that affected the processing time of the contaminated hearth ash/SPC waste stream. However, it is felt that each of these difficulties could easily be resolved, with some minor design changes, thus resulting in the improved performance of this equipment when used in the future. Despite these minor difficulties, the test successfully demonstrated the feasibility of process scale-up for the SPC encapsulation of ash.
FEASIBILITY OF IMPLEMENTATION
IPEP conducted an evaluation of the feasibility of implementation for thermoplastic encapsulation technologies in Belarus. This included review of regulatory issues related to technology implementation, collecting information on the specifications, availability, and cost of raw materials, and evaluation of the market potential for secondary products produced from encapsulated ash.
The disposal of wastes resulting from the incineration of contaminated biomass are covered under the State Standard of the Russian Federation, No GOST(R)22.8.02-94, "Disposal of Radioactive Waste of Agriculture Production." This standard establishes the general requirements for disposal of radioactive wastes resulting from the treatment of agricultural materials, products, and by-products contaminated by nuclear accident. It regulates the collection, sorting, storage, transportation, treatment and disposal of these wastes to protect human health and the environment. In general, this regulation is based upon previously existing standards primarily from Russia (which adopted former Soviet Union standards) for other low-level radioactive wastes. Chernobyl clean-up wastes are also subject to the law "On Legal Treatment of Territories contaminated as a Result of the Chernobyl NPP Catastrophe" which distinguishes between very low-level radioactive (Conventional Radioactive Waste, CRW) and radioactive waste. This law provides the Ministry of Health with responsibility for regulating treatment and disposal of radioactive waste in excess of CRW levels. In most respects however, existing rules for the control of ordinary process wastes from small generators are not suitable for managing Chernobyl waste, even if classified as "radioactive waste". New legislation entitled, "Provisional Sanitary Rules for Management of Decontamination Waste of Chernobyl Origin" that will provide specific standards and guidance for this waste is currently before the Belarus Council of Ministers.
Belarus has ample supplies of domestic thermoplastic polymers. For example, it produced about 480,000 tons of plastics in 1995 at 30 facilities with polyethylene production concentrated at Polymir in Novopolotzk and Khimvolokno in Mogilev. Feedstock for polyethylene production (e.g., benzene) in Belarus is imported from western Siberia. Polyethylenes with densities ranging between 0.9185 and 0.9250 g/cm3 and melt indices between 0.3 and 7.0 g/10 min. are manufactured and are typically sold at 800 - 830 $US/ton. Recycled plastics are currently produced in relatively small quantities (3000 tons/yr) at Vtorpolymer in Grodno and Khimplast in Vitebs, are available in low melt indices (e.g., 0.2 g/ 10 min) and are sold at around 300 - 400 US$/ton. Although Belarus domestic oil reserves are low, oil refining is mature so that by-product sulfur that can be used to produce SPC is available. For example, the Mozyr Oil refinery generated >9,500 tons of sulfur in 1996.
SUMMARY AND CONCLUSIONS
Despite efforts by the Belarus government to control exposure to contamination from the Chernobyl accident, the burning of contaminated wood for cooking and heating in rural Belarus is commonplace. Burning of wood with even relatively low levels of radioactivity results in the concentration of contaminants in the hearth ash by factors as high as70 times and generates large volumes of ash that must be treated as low-level radioactive waste (137Cs levels ³ 9.6 kBq/kg). Uncontrolled disposal of up to an estimated 20,000 tons/yr of contaminated ash can lead to increased radiologic exposures due to direct inhalation and ingestion and indirect pathways such as contaminated gardens and drinking water supplies. More than 180,000 tons of ash with an activity up to 50 kBq/kg and higher have already been accumulated and dispersed since 1986. The safe collection, treatment and disposal of contaminated hearth ash is therefore a serious health issue in Belarus. The potential conversion of contaminated biomass for power and heat production will greatly increase the generation of radioactive ash requiring treatment.
Acid washing of incinerator ash operated under optimal conditions can remove about 75% of the activity. However, this technique results in a highly acidic secondary waste stream with higher levels of radioactivity and requires further treatment, e.g., neutralization and stabilization/solidification. A life-cycle cost evaluation that considers all operations including collection, handling, processing, transportation, and disposal is required to determine whether treatment to reduce the volume of ash prior to disposal is cost-effective.
Actual radioactive contaminated hearth ash was collected from the contaminated zone in Belarus by IPEP. Following characterization, the ash was shipped to BNL for bench-scale treatability and waste form performance evaluation testing using the sulfur polymer encapsulation process. Belarus hearth ash was successfully encapsulated at waste loadings of 40 and 50 wt%, without reaching maximum processing limits. A pilot-scale feasibility test in conjunction with Scientific Ecology Group was completed to establish process viability. Similarly, biomass conversion ash was encapsulated at waste loadings up to 70 wt% in low-density polyethylene, using a kinetic mixing process. Preliminary scale-up testing demonstrated using a production-scale mixer established the initial feasibility of the process, confirmed the successful use of recycled polymer resins, and demonstrated the potential for the production of useful by-products that may result from application of this technology. Technology and materials currently exist in Belarus for thermoplastic encapsulation of ash wastes. Specific legal standards for treatment and disposal of Chernobyl wastes are changing, but are not expected to provide obstacles for possible implementation of these technologies.
REFERENCES