DECOMMISSIONING OF THE FORMER NAVAL FUEL FABRICATION PLANT, ATTLEBORO, MASSACHUSETTS
John B. Price, Michael Madonia, Michael J. Elliott, and Francis J. Veale, Jr., Esq.
Roy F. Weston, Inc.
ABSTRACT
Texas Instruments Incorporated (TI) has achieved a rare status among the original 48 facilities included on the Site Decommissioning Management Plan (SDMP) presented in the U.S. Nuclear Regulatory Commission (NRC) press release of April 1992. The NRC terminated TI's Special Nuclear Material License Number 23 (SNM-23), released its Attleboro facility for "unrestricted use," and removed the site from the SDMP based on the proven effectiveness of TI's decommissioning. TI's decommissioning project was unlike that of many other former fuel fabrication facilities because TI's project involved coordination and planning around an active manufacturing facility.
Termination of the NRC license in March 1997 capped a 16-year effort that began when TI concluded fuel manufacturing activities in 1981. Decommissioning activities spanned the 5-year period from 1992 to 1996. Decommissioning consisted of two distinct operations, the exterior areas and the building interiors. The exterior areas operation included a series of removal actions that entailed characterization, excavation, processing, transportation, and disposal of soils containing low levels of residual radioactivity from soils within, adjacent to, and between a former 10 CFR 20.302 burial site and a former waste processing building. The project team managed costs several ways: by characterizing all affected and unaffected areas through comprehensive radiological surveys, reducing the waste volume by sorting and washing cobbles and noncontaminated debris; and incorporating an innovative field analytical technique.
The building interiors operation involved decontamination of some 65,000 square feet of combined floor and roof area within three buildings spanning the 2-year period from 1995 to 1996. This operation included characterization, excavation, and restoration of concrete slab and underlying soils in coordination with active manufacturing in all three buildings. The project team reduced waste volumes significantly (by about 15,000 cubic feet) by recycling concrete slabs that demonstrated low levels of surface activity and selective excavation with "small" heavy equipment. Waste generated within the buildings was rapidly removed for processing and to keep the limited work areas clear. Plant downtime was avoided by performing decontamination activities sequentially within small controlled areas, using night-shift decontamination and disposal (D&D) work crews, relocating manufacturing support areas and personnel, and using large-area concrete slab removal instead of in-place decontamination via concrete scabbling. The project team established a benchmark performance because 100% of the decommissioned area was returned to manufacturing or support uses, and the manufacturing downtime was effectively held to the target goal of zero hours, i.e., no net impact.
Precise coordination of operational logistics, creative application of decontamination and waste management technologies, and innovative analytical techniques to demonstrate compliance with NRC cleanup criteria were managed in a timely and cost-effective manner to successfully conclude TI's Nuclear Decommissioning Project.
INTRODUCTION AND HISTORICAL OVERVIEW
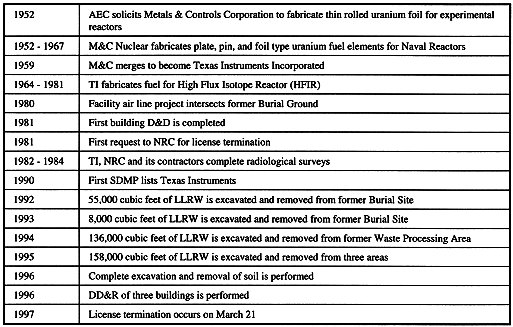
The NRC terminated SNM-23 and removed the TI site from the SDMP list on March 21, 1997, nearly 16 years from the date of the first request. It is one of only 4 sites of the original 48 sites that has been removed from the SDMP list by successful decommissioning. We culminated a 45-year history of nuclear and DD&R operations with our license termination (Table I).
Table I. Chronology of Nuclear Manufacturing and DD&R
TI's license termination proved to be a complex process challenged by technological, political, financial, ethical, social, environmental, health and safety, and logistical issues. Guidelines and decommissioning policies changed even as response activities were underway. TI combined precise coordination of operational logistics, creative application of decontamination and waste management technologies, and innovative analytical techniques to demonstrate compliance with NRC cleanup criteria and to conclude a Nuclear Decommissioning Project in a timely and cost-effective manner.
Soil Excavation
Decommissioning included soil excavation exterior to the buildings. Soil was contaminated with low levels (100 to 30 pCi/g) of low enriched and depleted uranium. Most soil contamination occurred as a result of a former 10 CFR 20.302 burial site and other waste management, and was modified by soil disturbance during 45 years of facility management activities. This fairly typical history was addressed using standard DD&R elements, but some noteworthy components were used as well.
Like many manufacturing sites, the TI site is densely developed. Because it had limited space available for waste staging and processing, TI segregated part of an employee parking lot. We managed the congested site and protected manufacturing workers by designing one-way haul truck patterns between the excavation site and the waste processing area. We also set speed limits and other protocols.
TI had an existing rail spur with capacity limited to 9 cars, and had no room for a parallel track. We used gondola cars for 3 years, then switched to intermodal containers. We loaded the containers by crane and stacked them 4 below and 2 above on extra-long cars. We managed the total weight of each car to meet railroad weight limits.
As is the case with many sites, TI progressively increased its predicted volumes during the first 4 years of soil excavation. The project team greatly enhanced its effectiveness by conducting comprehensive radiological surveys of all affected and unaffected areas to fully characterize the distribution of contaminated soils. The distribution of contaminated soils was used to create a baseline waste volume estimate. We then managed to volume goals and held volume growth to less than 20%. The project team controlled costs by reducing the waste volume significantly from the approximately 750,000 cubic feet that was excavated to the 583,000 cubic feet that was ultimately transported for disposal. Notable volume reduction techniques included sorting and washing cobbles and noncontaminated debris, and sampling and sorting discrete soil grids after excavation.
The project team incorporated an innovative field analytical technique that offered the benefits of decreased cost and nearly real-time excavation control. The presence of low enriched uranium potentially affected field analytical results so we confirmed field results with composite samples and off-site isotopic analysis. We carefully managed the isotopic composition of waste shipments to maintain the inventory of U-235 below the license limit of the permitted commercial disposal facility. We integrated decontamination wastes from the building interiors to meet the disposal facility's waste acceptance criteria for debris and U-235 content.
Building Remediation
The greatest challenge was DD&R of an active floor area of approximately 55,000 square feet. Affected areas of three buildings were engaged in non-nuclear manufacturing operations including wire drawing and metals cladding, building operations and maintenance, engineering, laboratory services, and other administrative functions. The production and support machinery, and administrative offices in these areas had typically been modified or changed from periods of nuclear manufacturing operations 15 to 30 years earlier. Major subsurface features were contaminated drainage systems, sumps, and pipe trenches. All were active and necessary for plant operation. Work activities in these buildings required intensive coordination and scheduling among asbestos removal crews, radiological decontamination crews, site repair contractors, and TI stakeholders - managers, foremen, and workers.
Facility decontamination had been performed in some areas during the nuclear manufacturing operations, followed by a significant facility-wide decommissioning effort from 1981 to 1982. The previous effort was a washdown of interior building surfaces. Prior to full-scale D&D efforts from 1995 to 1996, fixed surface contamination was noted on lower walls, floor surfaces, and expansion joints. Subsurface contamination was noted in drain lines, traps, sumps, and soils underlying facility floors. Surface contamination in most areas had been covered with carpet, flooring, machinery, and other items, thus limiting potential exposures to site manufacturing personnel.
D&D Limitations Requiring Innovative Techniques
Manufacturing and support operations in affected areas within the three buildings could not be shut down for a period longer than one 8-hour work shift without unacceptable loss of revenue from lost production. Unlike many other SDMP-listed NRC licensees, TI did not have the luxury of working with surplus or vacant buildings in which large sections could be cordoned off and decontaminated by large crews. In all instances, building decontamination had to be performed in areas inhabited by TI personnel who were not trained as radiation workers. Likewise, available land space at TI was limited over the 25-acre site, creating logistical problems related to on-site radioactive waste transport, storage, and processing. The innovative techniques we used are described as follows:
Limited Characterization Data/Implementation of Pilot D&D Program
During the D&D project planning phase we noted that previous decontamination efforts had proved ineffective and untimely due to the lack of understanding of contamination patterns in and around subsurface features. We also acknowledged that a complex degree of characterization would result in disturbances to manufacturing operations that would be repeated during the decontamination and repair phases of the project. We implemented a Pilot D&D Program in the affected area with least importance to manufacturing, and treated approximately 7,000 square feet (of the 55,000 total square feet) of facility floor space. The objectives of the Pilot Program were to:
TI achieved all of its objectives and followed up with a 1-month planning period during which we also solicited, evaluated, and procured the services of 20 specialty subcontractors. A significant technical finding of the pilot program was that some sections of the floor drain system contained significant amounts of high enriched uranium residue. This finding led to a supplemental drain characterization and decontamination program. A second technical finding indicated that approximately 12,000 square feet of the Building 10 roof required decontamination. We modeled criticality potential for both drains and roof areas.
Use of the Pilot Project to prepare a total D&D project cost estimate was successful in that, from that point forward, cost escalation on the base estimate was limited to 10 to 15% over the affected areas as defined at that point in the project. Additional affected areas were defined through the full-scale D&D project, but scaled linearly to costs incurred in original areas. This accomplishment is significant because many D&D projects of this type have escalation factors ranging from 200 to 400%.
Logistical Planning
Our Pilot Project identified that logistical coordination of multiple departments within TI was absolutely critical to timely execution of the project. The primary logistical issues impacting facility D&D included shutdown/rotation of manufacturing operations, site vehicle and pedestrian traffic rerouting, decontamination work area isolation, relocation of office and laboratory personnel, site utility shutdown and rerouting, and the use of small "heavy" equipment. We emphasized the identification and involvement of TI stakeholders from manufacturing and production, maintenance and support, laboratory services, engineering, and environmental departments. Prior to full-scale D&D operations, responsible individuals from each department were identified and added to a master distribution/notification list for schedule updates and special notifications. These individuals also contributed information as to the best dates and times when their work areas/processes could be shut down so that areas could be decontaminated. D&D status updates were provided at weekly status meetings, at which time concerns and considerations were voiced to a D&D scheduling coordinator.
All information pertinent to D&D scheduling was entered into a baseline project schedule prepared in TIMELINE 5.0TM. Based on this input, D&D operations were divided into 17 site areas, each including time estimates for area preparation, characterization, decontamination, and area repair. The baseline project schedule was prepared at three detail levels depending on desired use, the most detailed showing activities to an 0.5-hour level. Information from weekly status meetings was added to create schedule updates showing project progress. In almost all instances, the area preparation time estimates proved to be very complex because almost all areas involved multiple TI stakeholders and/or some level of asbestos abatement.
The shutdown of site manufacturing operations was avoided without exception. Decontamination operations in or near manufacturing processes on the main building floors were performed during hours when the machinery was not running at full capacity, usually the second and third shifts. In some instances it was necessary to shut down manufacturing equipment to decontaminate it directly, or its immediate area. This work was scheduled for low production periods associated with TI customer demand, off-hours, and holidays.
Site vehicle and pedestrian traffic rerouting was underestimated in the early stages of the project. Within the TI plant, many vehicles, including fork trucks and transport carts, are used to transport personnel and raw stock/finished product to various manufacturing areas. Only two main corridors were available to transport radioactive waste from the plant buildings to outdoor waste processing areas. Traffic and maintenance operations frequently blocked these areas. Waste transport problems were solved by stockpiling waste during the first and early second shift, and transporting it outside later in the second shift (after 8:00 p.m.). An additional logistical consideration involving the size limit of vehicle capable of passing through the corridors was solved through the use of 2-cubic-yard covered hoppers loaded onto fork trucks. During the evening transport period, a maximum of 35 to 40 hoppers could be loaded and transported outside, subject to radiological survey. A cycle of two to three hoppers was determined to provide the optimal volume given waste loading constraints.
Decontamination work area isolation was thoroughly implemented from the start of all intrusive activities. Related work included construction of moveable containment walls and negative air pressure structures, application of cutting water retaining walls and vacuum collection systems, use of refrigerated air systems. and relocation of high-efficiency particulate air (HEPA) filtration systems on containment structures. Portable HEPA units were frequently moved and used at the immediate point of dust generation. Many of the production wire drawing and milling machines were potentially damaged from dust and dirt, requiring that all work and staging areas be cleaned prior to the close of decontamination activities midway through the third shift. Likewise, feed metal stock was not acceptable for use if it was dusty or dirty. Routine air monitoring and contamination control surveys were performed to confirm containment.
Relocation of office maintenance personnel proved quite challenging in the overall management of site logistics. In general, the relocation/displacement of office and laboratory personnel required that adequate computer services and proximity to laboratory equipment be maintained. These personnel were temporarily relocated to other departments in unaffected areas of the plant, and they returned to their original locations upon completion of decontamination and repair. Building equipment and maintenance personnel with offices and equipment on the main floor of the plant were moved in a "checkerboard" pattern to available areas until such time the entire floor was renovated to new specifications with permanent cubicles and offices. A positive result of the relocation process was that many planned facility upgrades could be instituted during repair of decontaminated area. The improvement of office space and associated facilities compensated for some of the inconvenience that TI personnel experienced as a result of having to relocate.
Site utility control and management was critical since the D&D project "competed" for resources with normal plant manufacturing operations. Electrical power requirements for decontamination equipment required frequent rerouting to alternate plant substations, as decontamination operations shifted from area to area. A major program to remove and decontaminate sections of the floor and roof drains required that some line junctions be rerouted and/or blocked. Frequent rainstorms required that all roof drains be tied into main water drain lines at all times. All drain work was coordinated with upstream plant activities with potential to create large discharge volumes through affected drain sections.
Perhaps the most unique logistical consideration of the D&D project was the use of small pieces of "heavy equipment" for concrete slab breaking and removal, soil excavation and loading, and transport through the building. TI Health and Safety policies mandated that no diesel-powered equipment could be used inside plant buildings due to the potential to create toxic atmospheres. Small propane-powered mini-excavators, Bobcat™ loaders with impact hammer and bucket attachments, concrete saws, and forklifts were used within the plant. An exception to this rule was allowed for a diesel-powered excavator required for a large-volume soil area. The exhaust from this excavator was routed directly to the plant exhaust system with a fireproof metal hose. Area carbon monoxide levels were routinely monitored. The use of small heavy equipment was necessary because concrete slab removal and excavation frequently allowed only a few feet of egress.
Technical Solutions
Although major technical issues did not arise as frequently as logistical issues, several innovative techniques were applied to radiological characterization/termination surveys, drain line decontamination, and radioactive waste processing. These techniques resulted in direct cost reduction (associated with lower waste volume) and improved project efficiency.
Because of the nature of selected concrete slab and soil removal techniques, characterization surveys were patterned after NUREG/CR-5849 termination survey specifications. In affected areas where little or no disturbance of the concrete floors and underlying soil had occurred, characterization data also were used for termination survey data. This dual use of data allowed repair contractors more timely access to areas following decontamination through elimination of an additional radiological survey step. Data acquired through the D&D project indicated that all work area removable contamination levels were less than 20% of the removable contamination unrestricted release criterion. Subsequently, cross-contamination of partially decontaminated areas was determined to be inconsequential.
The impact of drain line decontamination/removal was minimized through initial implementation of a characterization/categorization program. Drain lines were categorized into one of three categories: 1) requiring complete removal; 2) requiring in situ decontamination; and 3) no action. Lines requiring complete removal were scheduled concurrently with slab removal and soil excavation in those areas, reducing the total number of intrusive operations. Lines requiring in situ decontamination were entered at low-traffic area access points, isolated from the site drainage system during low discharge periods, decontaminated using hydrolasing techniques, and surveyed and photographed. No action lines were demonstrated to contain less total uranium activity on a mass basis, than the unrestricted release criterion of 35 pCi/g.
Radioactive waste volume reduction measures were implemented continuously during the D&D project. The most notable reduction measure involved the processing of concrete slabs with total surface contamination levels slightly exceeding the unrestricted release criterion of 5,000 dpm/100 cm2. These slabs were crushed to a 2- to 3-inch aggregate, all reinforcing bar was removed, and the slabs were then sampled for total uranium concentration. This processing typically reduced bulk material uranium concentrations to less than the 35 pCi/g criterion. Excavated soil was screened to remove naturally occurring cobbles, with the cobbles washed and released as noncontaminated material. This processing usually resulted in a 2 to 5% volume reduction.
Successful execution of building DD&R was dependent on a high degree of coordination and scheduling between DD&R project personnel and the affected area. Logistical planning comprised approximately 50 to 60% of the project labor effort, versus 20 to 30% area for data management and 10% for technical analyses. Personnel managing the D&D project were engaged in negotiation with professional and trades personnel directly impacted by site operations as compared to issuing schedule mandates.
Project Costs
DD&R projects similar to the magnitude of the TI project can be expected to cost $75 million. Estimated costs for some sites are $200 to $300 million. History has shown that the costs associated with such activities escalate as time passes. TI completed its DD&R more cost effectively than most any other site to date.
TI completed its DD&R over a 5-year period (1992 to 1996) and we used our operating experience gained in the earlier years to improve our cost performance in the last 2 years. We reduced our unit costs by 25% through a combination of volume reduction techniques, operating efficiencies, advance characterization, and good management. Most important, we avoided potentially catastrophic losses from manufacturing production shutdown. Implementation of a Pilot Project for the building interior provided technical data and labor/equipment rate information that was necessary to significantly reduce cost escalation for the remainder of the project.
CONCLUSIONS
DD&R of the TI Attleboro Plant involved both outdoor soil excavation and decontamination of building interiors. By comparison the direct costs of the former were higher, but the latter required more detailed planning and management. There was at least one benefit to simultaneous execution of the two project phases, i.e., the ability to blend waste of varying U-235 enrichment in order to meet disposal facility waste acceptance criteria. Both project phases required concurrent manufacturing without disrupting those revenue-generating activities. The degree of coordination required was much greater for the building interiors than for the outdoor soil excavation.